電話:0317-8099222
傳真:0317-8098222
聯(lián)系人:宋經(jīng)理
QQ:1013039188
郵箱:bthjzzc@163.com

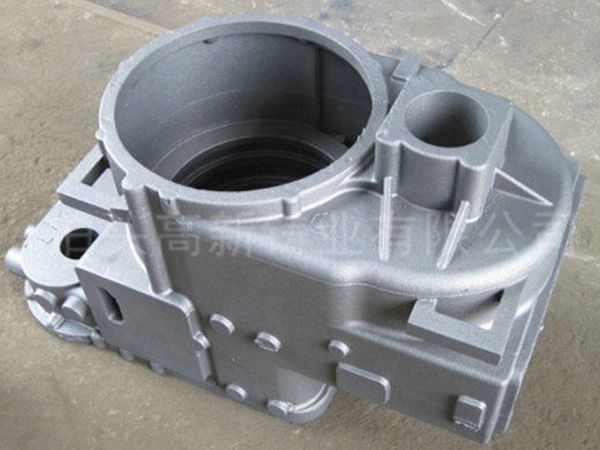
不銹鋼精密鑄造的工藝要點(diǎn)與填料要求介紹
不銹鋼鑄造基本流程需要的設(shè)備是:澆鑄射蠟-射蠟機(jī)、冰水機(jī)、空調(diào);浸漿-漿桶、浮砂機(jī)、空調(diào)、脫蠟爐、機(jī)、除水桶、靜置桶,浸漿還可以選用機(jī)械手臂和自動(dòng)集中供蠟系統(tǒng);融金-燒結(jié)爐、高周波爐、震殼機(jī);后處理-切斷機(jī)、磨平機(jī)、噴砂機(jī)、清砂機(jī)、熱處理爐、沖床;檢修-氣動(dòng)研磨機(jī)、氬焊機(jī)、磨平機(jī);品保-光譜儀、三次元等等。這些都是比較普通常見的,如果需要更的,還需要真空澆鑄爐或真空熱處理爐或X射線等等。
做一般工件還是作比較的,不銹鋼鑄造基本流程需要的設(shè)備是:射蠟-射蠟機(jī)、冰水機(jī)、空調(diào);浸漿-漿桶、浮砂機(jī)、空調(diào)、脫蠟爐、機(jī)、除水桶、靜置桶,浸漿還可以選用機(jī)械手臂和自動(dòng)集中供蠟系統(tǒng);融金-燒結(jié)爐、高周波爐、震殼機(jī);后處理-切斷機(jī)、磨平機(jī)、噴砂機(jī)、清砂機(jī)、熱處理爐、沖床;檢修-氣動(dòng)研磨機(jī)、氬焊機(jī)、磨平機(jī);品保-光譜儀、三次元等等。這些都是比較普通常見的,如果需要更的,還需要真空澆鑄爐或真空熱處理爐或X射線等等。
不銹鋼鑄造脫蠟工藝要點(diǎn):
(1)刮澆口:脫蠟前先把澆口一端的徐料層及浮砂清理以防蠟過程中落入型殼。同時(shí)將澆口朝上放置以便蠟液順利排出。
(2)水溫控制:脫蠟槽中的熱水溫度應(yīng)控制在95-98℃范圍內(nèi),防止沸騰以免沉積于槽底的臟物或砂粒發(fā)生翻動(dòng)而落入型殼。備度不能過低,否則,不但降低了生產(chǎn)率,而且加熱緩慢,時(shí)間延長(zhǎng),會(huì)損害型殼強(qiáng)度,甚至使型殼產(chǎn)生裂紋,嚴(yán)重者會(huì)造成型殼垮塌。
(3)添加劑:脫蠟水應(yīng)維持酸性。這樣,既有利于蠟料回收,又有利于補(bǔ)充硬化。故多數(shù)工廠在脫蠟水中加入2-3%左右的氯化銨及1%左右的硼酸。加入氯化銨可使未硬化全部的型殼獲得補(bǔ)充硬化;加入硼酸則可清理型殼中的皂化物,型殼干燥后不會(huì)因鹽析過多而產(chǎn)生“茸毛”。這樣,有利于提高型殼強(qiáng)度和鑄件的表面質(zhì)量。
(4)脫蠟時(shí)間:根據(jù)“模琴熔模壁厚和形狀的復(fù)雜程度而定,一般以15-20分鐘為宜。蠟料全部熔化的簡(jiǎn)易測(cè)定方法是澆口上方水面沒有持續(xù)出現(xiàn)的浮蠟。
(5)型殼沖洗:由于在脫蠟過程中,型殼內(nèi)腔可能存有殘余蠟料以及粘附在型殼內(nèi)表面上的皂化物,所以脫蠟之后的型殼宜用熱水沖洗。若在熱水中加少許(0.5%)鹽酸則沖洗效果會(huì)較好。沖洗后的型殼應(yīng)予以倒置存放,這樣既便于排除積水,也可防止意外掉進(jìn)砂子等雜物。
(6)槽液換新:型殼在硬化時(shí)產(chǎn)生的鹽分大部分溶于脫蠟水中,使得槽中溶鹽濃度逐漸。為保持脫蠟水應(yīng)有的性能,在使用一段時(shí)期后應(yīng)予以換新,并對(duì)脫蠟槽進(jìn)行全部清理。
不銹鋼鑄造裝入匣缽要求:
將陶瓷芯裝入盛有填料的匣缽中,以防止陶瓷型芯在焙燒過程中發(fā)生變形,并使型芯中的增塑劑為粉狀填料所吸附,以及在填料中揮發(fā)。因此,所用填料應(yīng)滿足以下幾點(diǎn)要求:
(1)吸附增塑劑的;
(2)不與陶瓷芯材料發(fā)生任何化學(xué)反應(yīng);
(3)在焙饒溫度范圍內(nèi),填料本身不發(fā)生燒結(jié)或相變。
目前,國內(nèi)常用工業(yè)氧化鋁作為填料,可滿足以上要求。但市售的工業(yè)氧化鋁需經(jīng)1400℃煅燒4-6h,或加入1%氟化銨(NH4F)于1150°-1300℃煅燒2-6h,使其由r―Al2O3全部轉(zhuǎn)變?yōu)閍-Al2O3(成為穩(wěn)定態(tài))。否則,如采用未煅燒的工業(yè)氧化鋁填料,將會(huì)造成型芯粘砂或出現(xiàn)裂紋缺陷。
在澆注銅合金時(shí),由于它具有密度大、導(dǎo)熱性好和易氧化的特性,金屬液注入型殼過程中應(yīng)保持平穩(wěn)、連續(xù)。而對(duì)密度小、極易氧化的鋁合金,澆注速度要快些。
鑄造生產(chǎn)中常用的澆注方法有:重力澆注、壓力澆注、低壓澆注、離心澆注和真空吸鑄等。熔模鑄造通常應(yīng)用重力澆注。重力澆注又稱自由澆注,它包括傾倒式、翻轉(zhuǎn)式和底注式等。
傾倒式是生產(chǎn)上較簡(jiǎn)單的一種澆注方法,它有手工抬包澆注、單軌吊包澆注和熔爐直接澆注等多種方式。
手工澆注一般是由兩名工人用抬包進(jìn)行澆注。澆包容量為50-100kg左右。單軌吊包澆注有手動(dòng)和電動(dòng)兩種形式,熔模鑄造應(yīng)用較多的是手動(dòng)吊包。對(duì)于的硅溶膠型殼,當(dāng)應(yīng)用100kg以下的小型中頻熔爐時(shí),常采用熔爐直接澆注法,將鋼水從熔爐直接澆人硅熔膠型殼中,有利于提高精鑄件的表面質(zhì)量;而且可鋼水穩(wěn)定在較高的溫度下澆注。