電話:0317-8099222
傳真:0317-8098222
聯系人:宋經理
QQ:1013039188
郵箱:bthjzzc@163.com

精密鑄造射蠟工藝流程及制殼工藝
現代熔模鑄造方法在工業生產中實際應用是在二十世紀四十年代。當時航空噴氣發動機的發展,要求制造象葉片、葉輪、噴嘴等形狀復雜,尺寸以及表面光潔的耐熱合金零件。由于耐熱合金材料難于機械加工,零件形狀復雜,以致不能或難于用其它方法制造,因此,需要尋找一種新的的成型工藝,于是借鑒古代流傳下來的失蠟鑄造,經過對材料和工藝的改進,現代熔模鑄造方法在古代工藝的基礎上獲得重要的發展。所以,航空工業的發展推動了熔模鑄造的應用,而熔模鑄造的不斷改進和完善,也為航空工業進一步提創造了有利的條件。
熔模鑄造工藝,簡單說就是用易熔材料(例如蠟料或塑料)制成可熔性模型(簡稱熔模或模型),在其上涂覆若干層的耐火涂料,經過干燥和硬化形成一個整體型殼后,再用蒸汽或熱水從型殼中熔掉模型,然后把型殼置于砂箱中,在其四周填充干砂造型,后將鑄型放入焙燒爐中經過高溫焙燒(如采用型殼時,可不必造型而將脫模后的型殼直接焙燒),鑄型或型殼經焙燒后,于其中澆注熔融金屬而鑄件。
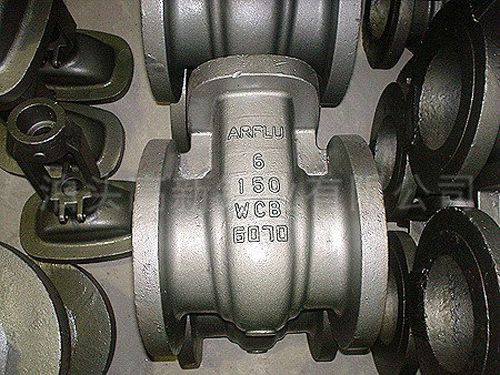
模鑄造大的優點就是由于熔模鑄件有著很高的尺寸精度和表面光潔度,所以可減少機械加工工作,只是在零件上要求較高的部位留少許加工余量即可,甚至某些鑄件只留打磨、拋光余量,不必機械加工即可使用。由此可見,采用熔模鑄造方法可大量節省機床設備和加工工時,大幅度節約金屬原材料。
熔模鑄造方法的另一優點是,它可以鑄造各種合金的復雜的鑄件,特別可以鑄造高溫合金鑄件。如噴氣式發動機的葉片,其流線型外廓與冷卻用內腔,用機械加工工藝幾乎無法形成。用熔模鑄造工藝生產不僅可以做到批量生產,了鑄件的一致性,而且避免了機械加工后殘留刀紋的應力集中。
射蠟工藝流程
將原蠟放入靜止桶中溶化,在95~98℃下靜止,除去蠟中的氣泡后裝罐,放入保溫箱中保溫54℃待用,射蠟員工嚴格按工藝作業指導書及操作規程操作生產。壓射的蠟件經修理毛刺后送檢驗區檢驗,合格品組樹。模頭的選用依據鑄造工件的工藝要求選定。并按工藝要求組樹,組樹完畢后轉序。制売
主要負責鑄件型売的制作。公司采用的硅溶膠制売工藝。
制殼工藝流程
型売涂掛的遍數根據產品的要求而定,型売沾漿掛砂后干燥、型殼干燥需嚴格控制干燥室的溫、濕度。控制溫度以防止蠟與型売材料的熱膨脹率不同而發生漲売現象,而控制濕度是因為濕度過低、型売干燥速度過快產生裂売,濕度過大則型売干燥速度過慢,影響生產進度。沾漿掛砂后充分干燥后才可進行下一遍沾漿掛砂,否則影響型売的強度。封漿干燥后進行脫臘。脫蠟時脫臘釜中蒸氣壓力在6秒中內升至0.45Npa以上。以防脫蠟過程中出現漲売現象。脫臘完畢后型売經檢驗合格后轉序。澆鑄該車間是工藝的核心車間,負責工件的澆鑄工作,車間擁有高頻電爐4臺,焙燒爐4臺。
硅溶膠工藝是在古代蠟模鑄造的基礎上發展起來的,俗稱熔模鑄造,是一種少切削或無切削的鑄造工藝,是鑄造行業中的一項優異的工藝技術,其應用非常廣泛。
作為文明古國,我國是使用這一技術較早的之一,遠在公元前數,我國古代勞動人民就創造了這種失蠟鑄造技術,用來鑄造帶有各種花紋和文字的鐘鼎及器皿等制品,如春秋時的曾侯乙墓尊盤等。
現代熔模鑄造方法在工業生產中實際應用是在二十世紀四十年代。當時航空噴氣發動機的發展,要求制造象葉片、葉輪、噴嘴等形狀復雜,尺寸以及表面光潔的耐熱合金零件。由于耐熱合金材料難于機械加工,零件形狀復雜,以致不能或難于用其它方法制造,因此,需要尋找一種新的的成型工藝,于是借鑒古代流傳下來的失蠟鑄造,經過對材料和工藝的改進,現代熔模鑄造方法在古代工藝的基礎上獲得重要的發展。所以,航空工業的發展推動了熔模鑄造的應用,而熔模鑄造的不斷改進和完善,也為航空工業進一步提創造了有利的條件。
熔模鑄造工藝,簡單說就是用易熔材料(例如蠟料或塑料)制成可熔性模型(簡稱熔模或模型),在其上涂覆若干層的耐火涂料,經過干燥和硬化形成一個整體型殼后,再用蒸汽或熱水從型殼中熔掉模型,然后把型殼置于砂箱中,在其四周填充干砂造型,后將鑄型放入焙燒爐中經過高溫焙燒(如采用型殼時,可不必造型而將脫模后的型殼直接焙燒),鑄型或型殼經焙燒后,于其中澆注熔融金屬而鑄件。
模鑄造大的優點就是由于熔模鑄件有著很高的尺寸精度和表面光潔度,所以可減少機械加工工作,只是在零件上要求較高的部位留少許加工余量即可,甚至某些鑄件只留打磨、拋光余量,不必機械加工即可使用。由此可見,采用熔模鑄造方法可大量節省機床設備和加工工時,大幅度節約金屬原材料。
熔模鑄造方法的另一優點是,它可以鑄造各種合金的復雜的鑄件,特別可以鑄造高溫合金鑄件。如噴氣式發動機的葉片,其流線型外廓與冷卻用內腔,用機械加工工藝幾乎無法形成。用熔模鑄造工藝生產不僅可以做到批量生產,了鑄件的一致性,而且避免了機械加工后殘留刀紋的應力集中。