電話:0317-8099222
傳真:0317-8098222
聯系人:宋經理
QQ:1013039188
郵箱:bthjzzc@163.com

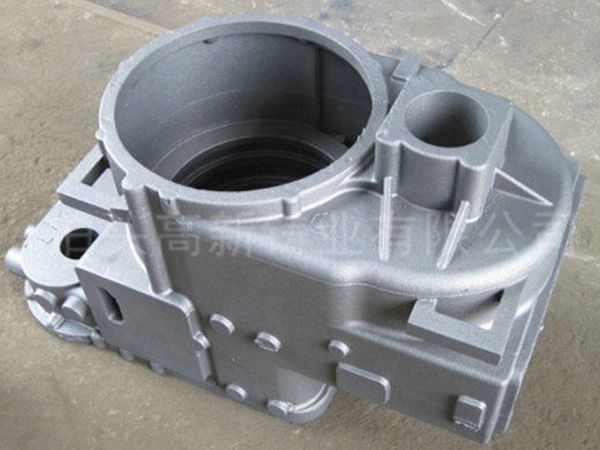
精密鑄鋼件的工藝設計規范和應用特點
鑄鋼件應用特點:
1、鑄鋼件與傳統的鍛鋼件相比有很大的優勢,鑄鋼件在焊接過程中不易成形,容易變形,不易形成流線型結構,而鑄鋼件易成形,能做出比較復雜的各種形狀和非應力集中部件。
2、鑄鋼件有很大的靈活性,在制作過程中,可根據客戶提供的圖紙,很快做出各種復雜的形狀,縮短制作時間,提高產量,在對其復雜的形狀和大小,鑄鋼件的工藝可以靈活的進行制造。
3、由于其,可以縮短交貨時間,在價格方面有很大的競爭力,提高企業效率。
4、鑄鋼件重量變化跨度大。
5、鑄鋼件的使用能提高其設備的強度。
6、當我們需要用于高低溫下的承擔重負荷的部件或壓力容器鑄件時,鑄剛件是 好的選擇,所以它的力學性能優良,適用于各式條件下。
鑄鋼件工藝設計規范:
1)冒口及工藝補貼設計
鑄鋼件冒口一般采用保溫冒口,集中放置,為了出氣順利、便于補澆,故多采用明冒口。根據鑄件結構、尺寸及壁厚,設置工藝補貼,以大型鑄鋼件實現由遠離冒口到冒口的順序凝固。
2)防裂措施
鑄鋼件內側圓角處易產生裂紋,為了防止裂紋產生,一般用大圓角過渡,同時放置防裂筋或成型冷鐵,鑄件內側的中心部位和收縮受阻部位放退讓材料,減小內圓角處的收縮阻力,防止裂紋的產生。
3)冷鐵
鑄鋼件外側面局部凸起,但位于兩冒口之間的部位,放置外冷鐵以局部熱節。鑄件下箱兩冒口之間的部位,一般放置外冷鐵。
4)出氣孔、出氣通道
鑄鋼件上箱局部凸起,但不適合放置冒口的部位,放置出氣孔;鑄件轉角處上箱放置出氣孔;窗口部位上箱放置出氣孔;地坑造型時,下箱加固,硬砂床內設置出氣通道。
鑄鋼件的表面清理:
1、普通清理滾筒
清理滾筒的工作原理是將鑄件與星鐵裝在滾筒中,在滾筒轉動的過程中,利用鑄件與星鐵的互相撞擊和摩擦,去掉鑄件表面上的粘砂和氧化皮。星鐵由多角形白口鑄鐵制成,大小為20~60mm,加入量一般為鑄件質量的20%~30%。工作時在滾筒中形成的含塵空氣經空心軸由除塵器吸出。
2、拋丸和噴丸清理
拋丸和噴丸作為表面清理方法有各自的優點和不足,在生產中常將其聯合起來使用。拋丸清理,動力消耗小,以它作為主要的清理手段;噴丸操作靈活,可以清理復雜鑄件的內腔和深孔,一般作為輔助的補充手段。這樣既可以提高清理的質量和產量,也可以降低清理的成本。
3、不銹鋼的化學清理
有時用常規方法清理不銹鋼鑄件時,清理質量達不到技術條件的要求,如表面有比較重的粘砂或內腔復雜,可以考慮采用化學清理的方法。