電話:0317-8099222
傳真:0317-8098222
聯系人:宋經理
QQ:1013039188
郵箱:bthjzzc@163.com

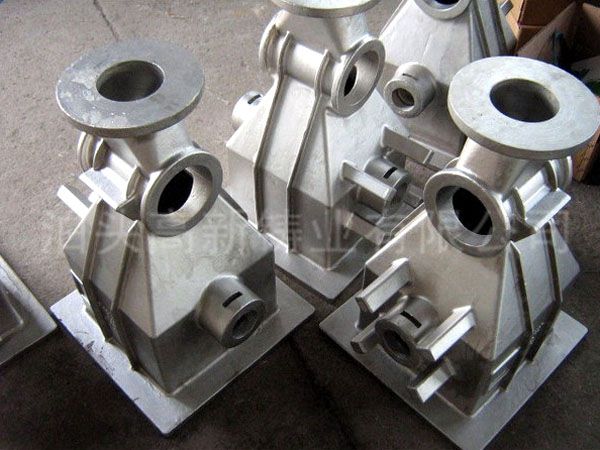
精密鑄件的結構設計特點及鑄造要求
鑄件結構設計除應該符合機器設備本身的要求和機械加工工藝性的要求外,還應該符合鑄造工藝的要求,鑄件的結構設計應該注意以下幾點:
一、要便于制造模型、芯盒和造型:
1)小型混合機、 U形混合機鑄件的內腔應該力求鑄造時不用或少用型芯,當采用型芯時,應該方便其支撐、固定及排氣出砂,時應該設有足夠的工藝孔;
2)對于鑄件內外側面及加強肋等結構,應該在起模方向設有的結構斜度;
3)鑄件上的凸臺部分與鑄件本體不應該相差過大,較好取同一高度,同一面上的距離較近的幾個凸臺,較好連成整體的凸起部分。
4)鑄件的外形應該力求簡單,以便于起模,應該盡量使鑄造分型面為平面,且數目較小;
二、要減少產生鑄造缺陷的傾向:
1)應該盡量避免鑄件內具有大的水平面;
2)鑄件平面壁上的鑄孔,應該用凸邊加固,以減少壁厚;
3)鑄件結構應該盡可能使其冷卻時能無阻礙地收縮;
4)鑄件內水路、氣路等大面積的夾層腔,應該有若干連接柱。
中等批量的大型鑄件可以考慮應用樹脂自硬砂造型和造芯。
單件小批生產的重型鑄件,手工造型仍是重要的方法,手工造型能適應各種復雜的要求比較靈活,不要求很多工藝裝備。可以應用水玻璃砂型、VRH法水玻璃砂型、酯水玻璃自硬砂型、粘土干型、樹脂自硬砂型及水泥砂型等;對于單件生產的重型鑄件,采用地坑造型法成本低,投產快。批量生產或長期生產的定型產品采用多箱造型、劈箱造型法比較適宜,雖然模具、砂箱等開始投資高,但可從節約造型工時、提高產品質量方面補償。
低壓鑄造、壓鑄、離心鑄造等鑄造方法,因設備和模具的價格昂貴,所以只適合批量生產。
條件方法應適合
例如同樣是生產大型機床床身等鑄件,一般采用組芯造型法,不制作模樣和砂箱,在地坑中組芯;而另外的工廠則采用砂箱造型法,制作模樣。不同的企業生產條件(包括設備、場地、員工素質等)、生產習慣、所積累的經驗各不一樣,應該根據這些條件考慮適合做什么產品和不適合(或不能)做什么產品。
精度要求和成本
各種鑄造方法所獲得的鑄件精度不同,初投資和生產率也不一致,較終的經濟效益也有差異。因此,要做到多、快、好、省,就應當兼顧到各個方面。應對所選用的鑄造方法進行初步的成本估算,以確定經濟效益高又能鑄件要求的鑄造方法。
氣孔屬于常見的鑄造缺陷之一,氣孔是指鑄件個別位置出現光滑孔眼缺陷。氣孔通常在機加工之后才能被發現。鑄造技術人員結合車間生產經驗,對鑄造中出現氣孔的原因及預防方法總結如下:
一、形成原因:1.大多數情況下出現氣孔主要是因為鑄造型殼焙燒不充分,澆注鋼水時型殼瞬間產生大量氣體無法順利排出,進而侵入金屬液中形成氣孔;2.因為制殼工藝或殼型材料原因,型殼透氣性太差,型腔中氣體難以排出,進入金屬液中形成氣孔;3.澆注時卷入鋼水中的空氣未能排出從而造成的鑄件氣孔。
二、預防方法 1.在鑄造條件允許的情況下,在結構復雜的鑄件較高處設置排氣孔。 2.在設計澆注系統時,要充分考慮到型殼排氣需求。 3.型殼焙燒溫度、時間要合理,保溫時間也要充足。 4.脫蠟時應將蠟料排除。 5.適當降低澆包嘴到澆口杯距離,澆注速度要均勻,以鋼水平穩充滿型腔,盡可能少的卷入鋼水中空氣,以便型腔中及鋼水中氣體能順利排出。