電話:0317-8099222
傳真:0317-8098222
聯(lián)系人:宋經理
QQ:1013039188
郵箱:bthjzzc@163.com

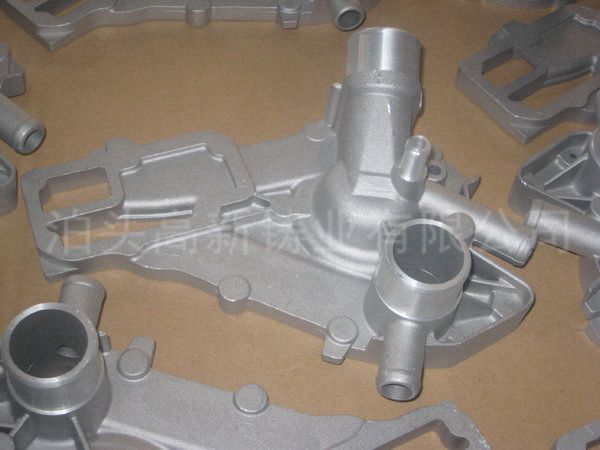
不銹鋼鑄造缺陷分析及生產過程控制要點
1噴濺現象
澆注溫度高于1590℃的工藝方案均出現了冒口處金屬液噴濺的現象,導致鑄件出現大片氣孔。經對整個工藝過程分析得知,金屬液噴濺主要是鑄型和泥芯發(fā)氣量大造成的。鋼水溫度高,樹脂在高溫鋼水作用下分 解和燒損,澆注過程發(fā)氣量大,凝固時氣體溶解度下降,體積膨脹。而冒口處溫度較高且凝固較晚,在其他部位凝固時,氣體從低溫處往高溫處浮出使得冒口下面氣壓急劇增大,較終導致氣孔較大。在澆注時間的前提下,將澆注溫度控制在1550一1570℃范圍內了金屬液噴濺的現象。
2冷卻腔兩側氣孔
在澆注溫度低于1540℃的工藝方案中,鑄件解剖后發(fā)現冷卻腔兩側處滯留了大量氣孔。分析認為該氣孔主要為侵入性氣孔,形成的主要原因與澆注溫度和鑄件結構特點有關,澆注溫度過低時,凝固時間短,金屬液中的氣體來不及上浮而滯留在鑄件底部;此外,冷卻腔外壁出現氣孔處是由于其結構為彎曲形狀,該處的垂直上部為鑄型內壁,對氣體的上浮有阻礙作用。通過適當提高澆注溫度和縮短澆注時間,將澆注溫度控制在1550一1570℃范圍內,了冷卻腔兩側氣孔缺陷。
3支撐面頂部氣孔
在澆注時間超過20s的工藝方案中,鑄件支撐面頂部易出現氣孔缺陷。經分析,該缺陷與澆注時間過長有關,因樹脂采用粘結劑,在澆注后發(fā)氣量較大,并且在短期內達到峰值,當鑄型大量發(fā)氣時,鋼水未能建立足夠的靜壓力防止氣體的侵入。此外,澆注后樹脂的分 解會產生熱量,砂型的散熱性差,凝固過程中的溫度梯度小,形成順序凝固相對困難,在未實現順序凝固條件下,氣體難以上浮至頂部或冒口中,一旦滯留位置不在加工余量范圍,加工后就容易出現氣孔缺陷。通過將澆注時間控制在11一15s內,了頂部的氣孔缺陷。
生產過程控制要點
因鑄件質量技術要求較高,整個過程需嚴格控制才能其質量。結合上述鑄造缺陷及多次試驗研究,對吠喃樹脂砂生產不銹鋼鋼頂鑄件的生產控制要點進行了總結和分析。
(1)遵循“低溫快澆”原則。由于樹脂采用粘結劑,澆注后發(fā)氣量大,降低澆注溫度可減少發(fā)氣總量。通過快澆工藝使鋼水充滿型腔,在鑄型大量發(fā)氣時,鋼水已經建立足夠的靜壓力可減少氣體的侵入;
(2)芯子埋排氣繩、上箱扎氣孔并留出通道引出砂芯的氣。整個過程中,砂芯基本被鋼液包覆,遇高溫發(fā)氣后,如沒有合理排出氣體將導致鑄件產生氣孔缺陷;
(3)澆注時及時引火,降低型腔內氣壓。當界面壓力超過金屬靜壓時,氣體通過擴散侵入金屬液,及時引火可降低型腔內氣壓;
(4)起模后2h刷錯英粉醇基涂料4一5遍。樹脂砂高溫潰散性好,對涂料的涂刷質量要求高,涂刷層不致密或涂料附著力不強易造成沖砂或粘砂缺陷。刷涂4~5遍厚度涂料層可減少因樹脂分 解產生的氣體侵入到金屬液中;
(5)冷鐵使用前進行拋丸處理。使用錯英粉醇基涂料時,冷鐵部位不易點燃,極易在冷鐵部位生成表面氣孔;
(6)冒口切割采用電焊條切割或砂輪片切割,因鉻含量較高而導致熔點較高,采用普通的氣割冒口難以進行;
(7)落砂溫度控制在200℃以下。馬氏體不銹鋼在冷卻過程中伴隨著相變的發(fā)生,鑄件冷卻至200℃左右時,大部分馬氏體相變基本完成,此后的冷卻過程因體積收縮或相變體積膨脹造成的殘余應力變化很小,可減輕鑄件變形。
不銹鋼不同于其他材料,它在進行鑄造的時候,要謹慎小心。除了是為了防止鑄件有缺陷產生之外,還是為了能、節(jié)能的完成不銹鋼鑄造的生產。尤其是以下幾方面,要牢記。
首先不銹鋼鑄造的時候,鑄造件的厚度不能太薄,否則會有白口的現象產生。其次是不銹鋼鑄件的斜度可以大一些,為的是便于將逐漸取出,尤其是對于抽出型鑄造模具。而具體設定多大的斜度,還得考慮合金種類、鑄件高度、表面位置等因素。
由于金屬的散熱速度比較快,因此不銹鋼鑄造鑄件的小厚壁都應該比砂型鑄件要厚一些,在鑄件順利成型的前提下,還能是熱量盡快的散發(fā)出去。
鑄造中不管鑄件大小,當其成型起模之后進行修型,目的是為了使鑄件的外形尺寸,以達到相應的標準。這工藝中可以采用的修型方式還是比較多的,以下幾種比較常用的大家可以借鑒一下。
鑄件在剛起模的時候也許會存在局部松軟不實的情況,要對這部分進行修型,只要用鏝刀劃松然后用工具再舂實可以了。而在其兩壁橡膠的部位有可能會受損,需要用鏝刀粘上砂子并對其進行磨平處理。
鑄件中不同的缺陷使用的修型方式都是不同的,如果有面積比較大的但是凹槽不深的情況的話,需要將先這部位的材料挖去,然后再重新填補、整平,以獲得良好的表面質量。
在不銹鋼鑄件成型過程中,一般都會經歷球化反應,這是其品質的基礎操作之一。但是實際中球化反應的結果卻往往沒有那么理想,不銹鋼鑄件球化不良的現象時常會發(fā)生,從而影響到了產品的質量。所以導致鑄件球化不良的相關知識要掌握,以便于避免。
不銹鋼鑄件球化不良現象的表現非常簡單,是工件端面上會出現點狀的黑斑,而且在鑄件中心位置越來越密集。情況嚴重的話,黑點的直徑和數量都會比較大。由于這種現象還在鑄件球化反應中出現的,因此中間合金數量不夠、球化劑數量不符或鐵水中含硫量高等因素都是有可能的。
為了避免這種現象的發(fā)生,首先需要嚴格控制原鐵水中的含硫量;同時也可選擇低硫生鐵作為球化劑。另外在球化處理過程中,盡量要防止鎂的燒損,以便于提高球化劑的吸收率,只有在此基礎上才能鑄造出的不銹鋼鑄件。